![]()
![]()

早川工業の事業について
その間に蓄積されたノウハウを最大限に活用してお客様の新たな要望を現実のものにします。そのための努力は欠かしません。
私達は、お客様と共に成長し続けるパートナーになることを目指しています。
レーザー加工
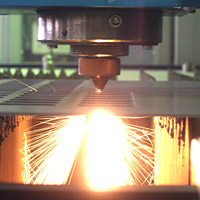
レーザー加工はタレパンやパンチプレスで加工を行えないものに対して大きな効力があり、金型を必要としないので、複雑で細かい形状の素材も綺麗に切断できます。
そして三菱レーザー加工機の最大の特徴であるブリリアントカット機能は、中板・厚板に対して機械加工代替可能な加工品質を提供する無酸化切断方法が行えることです。
通常のクリーンカットでも安定した切断を、板厚、鉄19ミリ、ステンレス1ミリまで、ワーク範囲2438×1219ミリ)まで行えます。
パンチ加工

パンチ加工はタレパン、セットプレスを条件によって使い分けて加工します。上型(パンチ)と下型(台)によってプレスして打ち抜くので様々な形状の穴をスピーディーに加工出来るのが特徴です。
共に多種多様の金型を保有しており、ステンレス(sus304、sus430、sus316Lなど)2ミリ、鉄(SPCC、SECCなど)2.3ミリ、アルミ(5052など)3ミリまで加工出来ます。厚板用パンチプレスのワーク範囲は1000×300(ミリ)板厚はステンレス4ミリ、鉄6ミリまで加工が可能です。それ以上はレーザー加工致します。
アマダARIES-224
主に鉄(SPCC、SECCなど)は板厚0.8~2.3mmまで、ステンレス(sus304、sus430、sus316など)は板厚0.6~2.0mmまで、アルミ(5052など)は板厚0.8~3.0mmまでタレパン加工出来ます。
富士機工 αMH-104III
同じような板厚条件で穴数の少ないものはパンチプレス加工します。
上記以上の板厚はセットプレスやレーザー加工を使用します。
曲げ加工

材料板厚や材質、曲げ展開、などを考慮して曲げ型選定し、熟練技術者によりベンティング加工されます。加工前後の寸法確認を怠りません。
一般的なL曲げ、V曲げ、Z曲げ、への字曲げ、コの字曲げ、ハット曲げ、R曲げ、ヘミング加工や丸棒の曲げ加工と特殊な形状の角丸ホッパーなども曲げ加工出来ます。
溶接加工

早川工業では、ステンレス、鉄、アルミの溶接が可能で、TIG溶接(アルゴン溶接)、半自動溶接(炭酸ガスアーク溶接)、手棒溶接(アーク溶接)、スポット溶接の設備を整えています。図面指定が無い溶接箇所に関しては板厚・強度・歪みを考慮して最適な溶接方法をこちらから提案致します。日本溶接協会のステンレス鋼溶接適格証明書を取得している技術者が、その知識と技術で外観の美しさにも拘る魅せる溶接を心がけ一つひとつ製品を創り上げます。